With over four decades of expertise, Kerone has established itself as a global leader in designing and manufacturing heat pump dryers tailored to industrial needs. The heat pump dryers is engineered to provide rapid and efficient drying through innovative heat transfer methods, ensuring precise moisture control and uniform output quality.
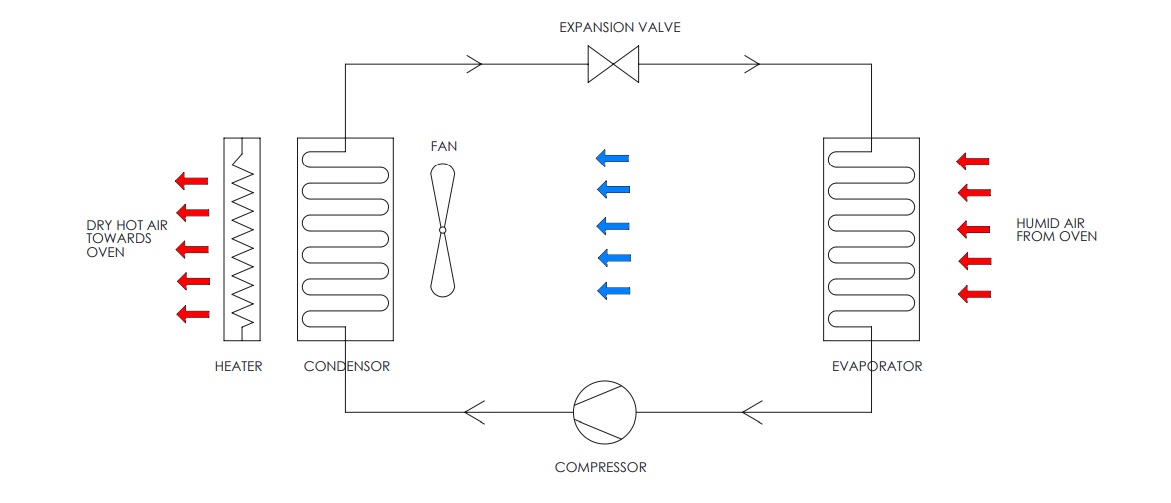
Kerone offers heat pump dryers or dehydrators for various food and agriculture processes, heat pump dryers provide ability to improve total dehydrating process by contracting the moisture from the drying air. It recycles the recovered heat to the dryers for heating, hence the energy is utilised in better manner and not wasted, heat is reutilised in more substantial manner instead of wasting it in atmosphere in any other type of dyers. This results in drying of material at low temperature typically ranging from 60oF to 160oF (even upto 2000F for larger systems), low cost and also provides better results in humid conditions.
Why Choose Kerone Heat Pump Dryers
Kerone’s heat pump dryers stand out for their engineering precision, energy optimization, and adaptability to various industrial materials. Every system is designed with deep process understanding, ensuring reduced operational costs, enhanced product quality, and sustainable performance.
Heat pump dryers are becoming choice because it has improved energy delivery to consumption ratio, that is provide more energy than that of it has consumed. Heat pump dryer is environmentally friendly as the gases and fumes produced are not given off into the atmosphere at the drying site.
Types and Features of Heat Pump Dryers
Kerone provides multiple variants of heat pump dryers to cater to diverse production requirements. Depending on the drying principle and operational needs, these dryers may be configured for high-speed air flow, rotary motion, or continuous conveyance systems.
Each dryer integrates advanced control systems for temperature, air velocity, and residence time, ensuring precise drying for different materials from food powders to chemical compounds.
Features:
Improved product quality
Possibility of variable temperature and humidity settings for optimized drying
Energy recovery for improved operational efficiency
Excellent control over drying conditions
Recovery of volatile components, where applicable
Key Features
High drying rate with efficient heat transfer design.
Energy-efficient operation with controlled temperature settings.
Ideal for heat-sensitive and moisture-rich materials.
Fully automated operation with minimal manual intervention.
Robust construction suitable for continuous operation.
Uniform drying ensuring product consistency.
Flexible design adaptable for various industries.
Reduced operational downtime and maintenance costs.
Powered by AI, ML & IoT
Future-Ready Engineering Driven by AI & IoT
Our advanced AI, ML, and IoT technologies, this solution delivers smarter automation, real-time insights, and predictive intelligence to enhance efficiency and drive future-ready growth.
Real-Time Monitoring & Control
Continuous tracking of process parameters with instant adjustments.
Predictive Maintenance
Intelligent fault detection to prevent failures before they occur.
Adaptive Process Optimization
Dynamic tuning of operations for maximum output and efficiency.
Cloud Dashboards & Analytics
Unified access to real-time insights and performance trends.
Energy & Resource Savings
Smarter utilization of energy to cut costs and reduce waste.
Secure IoT Connectivity
Encrypted data flow with seamless integration across plant systems.
Applications of Heat Pump Dryers
Kerone’s heat pump dryers are widely adopted in multiple industries, providing efficient moisture removal and maintaining material integrity. Common applications include:
Food & Dairy
Milk powder, starch, coffee, and fruit pulp drying.
Chemical
Drying of pigments, catalysts, and polymer granules.
Pharmaceutical
Spray-drying of extracts and heat-sensitive drugs.
Textile
Dehydration of fruits, vegetables, powders, and herbs.
Agricultural
Drying of grains, seeds, and organic fertilizers.
Kerone’s heat pump dryers exemplify innovation and quality. Built with advanced materials and intelligent controls, they ensure maximum efficiency, durability, and adaptability. Kerone continues to pioneer industrial drying solutions that combine technology with sustainability, empowering industries with precision drying performance.
Seamless Export Connections Global & Local
Our Global Footprint in Industrial Excellence
Delivering world-class industrial and process solutions across countries with precision, innovation, and reliability.
Peru
Chile
Argentina
Mexico
Colombia
Brazil
USA
Canada
United Kingdom
France
Germany
Spain
Italy
Netherlands
Sweden
Switzerland
Poland
Portugal
Ireland
Czechia
Romania
Hungary
Austria
Greece
Kazakhstan
Uzbekistan
Turkmenistan
Algeria
Egypt
Nigeria
Kenya
South Africa
Saudi Arabia
UAE
Israel
Russia
India
China
Japan
South Korea
Thailand
Vietnam
Malaysia
Singapore
Indonesia
Philippines
Australia
New Zealand
Pan-India Presence. Local Expertise.
Raipur
Bilaspur
Panaji
Vasco da Gama
Gandhinagar
Ahmedabad
Surat
Chandigarh
Gurgaon
Shimla
Manali
Bengaluru
Mysore
Kochi
Pune
Mumbai
Thane
Navi Mumbai
Hyderabad
Chennai
Coimbatore
Kolkata
Lucknow
Jaipur
Udaipur
Jodhpur
Dehradun
Haridwar
Bhubaneswar
Product Gallery
Frequently Asked Questions (FAQ)
A heat pump dryers is a system that removes moisture using controlled heat and airflow for uniform drying results.
Heat pump dryers use a refrigeration cycle to extract latent heat from the moisture-laden exhaust air and transfer that recovered heat back into the incoming drying air, rather than generating all drying heat directly from electrical resistance or combustion. Because the system is moving and concentrating existing thermal energy rather than creating all of it from the electrical input, the ratio of heat delivered to electricity consumed, known as the coefficient of performance, can exceed one, often in the range of two to four depending on operating conditions. This isn't energy being created from nothing; it reflects that most of the delivered heat originates from recovered latent heat in the air stream, with electricity primarily driving the compressor that moves this heat rather than generating it directly, which is why the efficiency framing differs from simple electrical-to-heat conversion.
Heat pump dryers typically operate in a low to moderate temperature range, commonly between about 60 and 160 degrees Fahrenheit for most applications, with some larger systems extending toward 200 degrees Fahrenheit. This range suits heat-sensitive materials where higher-temperature conventional drying would cause case hardening, nutrient degradation, color change, or loss of volatile aromatic compounds, which is why fruits, vegetables, herbs, and certain pharmaceutical extracts are common applications. Materials that tolerate or require higher temperatures for effective moisture removal, such as some industrial minerals or coarse materials with primarily surface moisture, may not see the same relative benefit from heat pump technology compared with conventional higher-temperature drying methods, since the energy efficiency advantage is most pronounced specifically within this lower temperature operating window.
Conventional hot air dryers rely on the moisture-carrying capacity difference between ambient intake air and heated exhaust air, which diminishes significantly when ambient humidity is already high, since there's less room for the heated air to absorb additional moisture from the product before reaching saturation. Heat pump dryers operate in a more closed-loop or semi-closed configuration where the dehumidification happens mechanically through the refrigeration cycle's condensing coil rather than relying on ambient air's absorption capacity, which makes their drying performance comparatively more stable and less dependent on ambient humidity conditions. This is one of the most commonly cited advantages of heat pump drying in humid climates or during monsoon seasons where conventional drying slows considerably.
Energy savings vary considerably by product, target moisture removal, and operating conditions, but many heat pump dryer installations report energy consumption reductions in the range of 30 to 60 percent compared with conventional electric resistance or fossil-fuel-fired hot air drying for similar product types and final moisture targets. The wider end of this range tends to apply in humid ambient conditions where conventional drying efficiency drops most, while drier ambient conditions narrow the relative advantage somewhat since conventional drying performs comparatively better when ambient air already has good moisture-absorption capacity. Buyers should request energy consumption data based on trials with their specific product rather than relying solely on generic percentage claims, since product-specific drying curves significantly affect actual achieved savings.
Because heat pump drying typically operates in a more enclosed air loop with lower processing temperatures than conventional hot air drying, there's potential to capture and recover volatile compounds that would otherwise be lost to atmosphere through an open exhaust stream in conventional systems. This is particularly relevant for herbs, spices, and certain fruit products where aromatic compound retention significantly affects final product quality and market value. The recovery capability depends on the specific system design and whether condensate collection points are positioned to capture these volatiles rather than simply removing them as waste moisture, so this should be confirmed as a specific design feature rather than assumed as a default characteristic of all heat pump systems.
The refrigeration circuit introduces maintenance requirements not present in conventional electric or direct-fired dryers, including periodic refrigerant level checks, condenser and evaporator coil cleaning to prevent airflow restriction from product dust or residue buildup, and compressor servicing on a schedule similar to commercial refrigeration equipment. Coil cleaning frequency depends heavily on the product being dried, since dusty or fibrous materials accumulate on coil surfaces faster than clean, low-particulate products, reducing heat transfer efficiency if not addressed regularly. This additional maintenance category is a genuine trade-off against the energy savings heat pump technology offers, and operators should factor refrigeration system servicing into total cost of ownership comparisons rather than evaluating purchase price and energy savings alone.
It operates through a process of heat transfer and air circulation to evaporate moisture from materials efficiently.
It provides high efficiency, uniform drying, and low energy consumption.
Industries such as food, chemical, pharmaceutical, and textile rely heavily on these dryers.
Yes, Kerone designs systems tailored to specific process and material needs.
The design ensures quick cleaning and minimal servicing requirements.
Kerone’s systems are optimized for reduced power consumption and higher heat utilization.
Fruits, vegetables, spices, seafood, medicinal plants, and organic materials.
Yes, they reduce carbon emissions through energy recovery and reduced heat loss.
Kerone’s custom-designed heating and processing solutions are built to meet the demands of your growing operations. Whether you’re upgrading equipment, expanding production, or need a tailor-made solution




 Peru
Peru Chile
Chile Argentina
Argentina Mexico
Mexico Colombia
Colombia Brazil
Brazil USA
USA Canada
Canada United Kingdom
United Kingdom France
France Germany
Germany Spain
Spain Italy
Italy Netherlands
Netherlands Sweden
Sweden Switzerland
Switzerland Poland
Poland Portugal
Portugal Ireland
Ireland Czechia
Czechia Romania
Romania Hungary
Hungary Austria
Austria Greece
Greece Kazakhstan
Kazakhstan Uzbekistan
Uzbekistan Turkmenistan
Turkmenistan Algeria
Algeria Egypt
Egypt Nigeria
Nigeria Kenya
Kenya South Africa
South Africa Saudi Arabia
Saudi Arabia UAE
UAE Israel
Israel Russia
Russia India
India China
China Japan
Japan South Korea
South Korea Thailand
Thailand Vietnam
Vietnam Malaysia
Malaysia Singapore
Singapore Indonesia
Indonesia Philippines
Philippines Australia
Australia New Zealand
New Zealand
















